
Чиллер – это часть системы кондиционирования воздуха. Обычно ее называют системой «чиллер-фанкойл». Фанкойлы являются внутренними блоками такой системы (потребителями), чиллер – наружным блоком. Между ними циркулирует холодоноситель (опр. Р НОСТРОЙ 2.15.4-2011, пункт 3.32) или теплоноситель (опр. СТО НОСТРОЙ 2.15.70-2012 пункт, 3.25) – вода или незамерзающие жидкости. Циркуляцию холодоносителя обеспечивает гидромодуль (насосная группа), который может быть отдельно стоящим или встроенным в чиллер. Чиллеры делятся на две большие группы по способу получения холода (или тепла, если они являются реверсивными): парокомпрессионные и абсорбционные. В этой статье будет рассмотрен монтаж парокомпрессионных чиллеров наружной установки с выносным гидромодулем. Парокомпрессионная холодильная машина – это холодильная машина, в которой генерация холода осуществляется в парокомпрессионном цикле, состоящем из четырех основных процессов: 
 Во избежание деформации рамы или смещения подвижных элементов чиллера, погрузка и разгрузка должна проводиться с особой осторожностью в строгом соответствии с заводскими инструкциями.
Во избежание деформации рамы или смещения подвижных элементов чиллера, погрузка и разгрузка должна проводиться с особой осторожностью в строгом соответствии с заводскими инструкциями. 
 После того, как чиллер доставлен на стройплощадку, необходимо провести его тщательный осмотр. Внешний осмотр показывает отсутствие (или наличие) повреждений на упаковке, механических деформаций на корпусе (раме), теплообменнике и кожухах вентиляторов, подтеков масла на элементах холодильного контура, наличие давления в системе. По результатам осмотра подписывается акт визуального осмотра оборудования (если нарушений не выявлено) или рекламационный акт с описанием дефектов оборудования с приложением фотографий (если нарушения выявлены). Результатом рассмотрения рекламационного акта является решение о гарантийном или не гарантийном ремонте чиллера.
После того, как чиллер доставлен на стройплощадку, необходимо провести его тщательный осмотр. Внешний осмотр показывает отсутствие (или наличие) повреждений на упаковке, механических деформаций на корпусе (раме), теплообменнике и кожухах вентиляторов, подтеков масла на элементах холодильного контура, наличие давления в системе. По результатам осмотра подписывается акт визуального осмотра оборудования (если нарушений не выявлено) или рекламационный акт с описанием дефектов оборудования с приложением фотографий (если нарушения выявлены). Результатом рассмотрения рекламационного акта является решение о гарантийном или не гарантийном ремонте чиллера. 





- компрессии;
- конденсации;

- дросселирования;
- кипения.

- компрессор;
- конденсатор;
- регулирующий вентиль;
- испаритель.
- поставка оборудования на стройплощадку;
- визуальный осмотр после транспортировки;
- подготовка фундаментов и оснований под оборудование;
- установка оборудования в проектное положение;
- крепление оборудования;
- обвязка оборудования (гидравлический контур, электропитание, управление);
- подготовка оборудования к запуску, проведение испытаний;
- пробный запуск оборудования;
- запуск оборудования и его обкатка;
- проведение контрольных замеров параметров системы в целом;
- заполнение и подписание листов запуска оборудования и акта выполненных работ;
- сдача оборудования в эксплуатацию с передачей комплекта исполнительной документации Заказчику.
Поставка оборудования на стройплощадку
Как правило, чиллеры поставляются в собранном виде, полностью подготовленными на заводе-изготовителе к монтажу на месте эксплуатации. Каждый чиллер после сборки проходит серию испытаний и подготовок на испытательном стенде:- опрессовку (проверку всех контуров давлением);
- вакуумирование;
- заполнение хладагентом и маслом;
- тестирование электрической схемы;
- установку блокировок для подвижных частей;
- установку транспортировочных усилителей на раму агрегата.


Визуальный осмотр после транспортировки.


Подготовка фундаментов и оснований
Подготовка фундаментов и оснований может выполняться как после поставки чиллера на стройплощадку, так и до этого момента, если точно известны установочные размеры отверстий для крепления чиллера. При организации фундамента следует предварительно организовать каналы для отвода конденсата.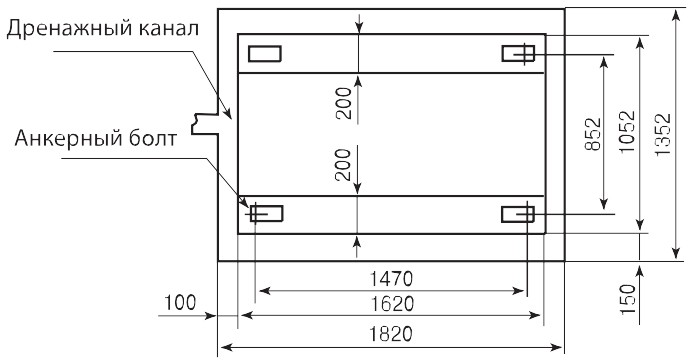
При этом фундаменты, заложенные в проекте, должны быть строго горизонтальными и выдерживать вес чиллера, а также нести динамические нагрузки при его работе. А виброопоры должны демпфировать (поглощать) вибрации и не передавать их на несущие конструкции здания. 
 Виброопоры могут быть пружинными или резиновыми с использованием техпластин. Эти опции обычно уже подобраны заводом-изготовителем и поставляются вместе с чиллером. Допускается устанавливать чиллеры на рамы, изготовленные из швеллеров, при условии соответствия требованиям по их несущей способности, горизонтальности и равномерности нагрузки на поверхность кровли. Установка оборудования в проектное положение Чиллер должен перемещаться только в вертикальном положении. Запрещается наклонять чиллер при перемещении более чем на 15гр. При подъеме и перемещении чиллеров краном необходимо соблюдать максимальную осторожность, чтобы не повредить оребрение теплообменника и целостность несущей конструкции.
Виброопоры могут быть пружинными или резиновыми с использованием техпластин. Эти опции обычно уже подобраны заводом-изготовителем и поставляются вместе с чиллером. Допускается устанавливать чиллеры на рамы, изготовленные из швеллеров, при условии соответствия требованиям по их несущей способности, горизонтальности и равномерности нагрузки на поверхность кровли. Установка оборудования в проектное положение Чиллер должен перемещаться только в вертикальном положении. Запрещается наклонять чиллер при перемещении более чем на 15гр. При подъеме и перемещении чиллеров краном необходимо соблюдать максимальную осторожность, чтобы не повредить оребрение теплообменника и целостность несущей конструкции.

 Виброопоры могут быть пружинными или резиновыми с использованием техпластин. Эти опции обычно уже подобраны заводом-изготовителем и поставляются вместе с чиллером. Допускается устанавливать чиллеры на рамы, изготовленные из швеллеров, при условии соответствия требованиям по их несущей способности, горизонтальности и равномерности нагрузки на поверхность кровли. Установка оборудования в проектное положение Чиллер должен перемещаться только в вертикальном положении. Запрещается наклонять чиллер при перемещении более чем на 15гр. При подъеме и перемещении чиллеров краном необходимо соблюдать максимальную осторожность, чтобы не повредить оребрение теплообменника и целостность несущей конструкции.
Виброопоры могут быть пружинными или резиновыми с использованием техпластин. Эти опции обычно уже подобраны заводом-изготовителем и поставляются вместе с чиллером. Допускается устанавливать чиллеры на рамы, изготовленные из швеллеров, при условии соответствия требованиям по их несущей способности, горизонтальности и равномерности нагрузки на поверхность кровли. Установка оборудования в проектное положение Чиллер должен перемещаться только в вертикальном положении. Запрещается наклонять чиллер при перемещении более чем на 15гр. При подъеме и перемещении чиллеров краном необходимо соблюдать максимальную осторожность, чтобы не повредить оребрение теплообменника и целостность несущей конструкции.

Перед подъемом необходимо проверить приборы и механизмы, необходимые для перемещения. Стропы, траверсы и распорки должны быть поверены и рассчитаны на вес перемещаемого груза. Крепление оборудования проводится с учетом центра тяжести. Геометрические координаты центра тяжести указываются в сопроводительной документации.
Крепление оборудования
Окончательное крепление оборудование проводится после проверки горизонтальности положения оборудования. Выполняется крепление анкерными болтами к бетонному основанию или болтами и гайками к раме из швеллеров.
Обвязка чиллера (гидравлический контур, электропитание, управление)
У воздухоохлаждаемого чиллера есть только два подключения гидравлического контура:
- для выходящей воды («прямая»);
- входящей воды («обратка»-обратная линия).
Входящие и отводящие трубопроводы должны быть очищены от загрязнений, промыты и окрашены грунтовкой (для стальных трубопроводов). Перед фланцами должны быть установлены виброгасящие вставки. Трубопроводы внешнего гидравлического контура, соединяясь с чиллером через виброгасящие вставки, должны иметь собственные опоры, чтобы не передавать вес на внутренние части чиллера и не передавать возможные вибрации несущим конструкциям здания. На входящем трубопроводе теплообменника-испарителя необходимо установить регулятор расхода воды (реле протока) с целью обеспечения требуемого расхода. Регулятор устанавливается на прямом горизон¬тальном участке трубопровода на расстоянии не менее пяти диаметров трубы от входящего фланца.


Электропровод управления регулятором расхода прокладывается экранированным кабелем. Перед теплообменником-испарителем устанавливается сетчатый фильтр. Для его обслуживания необходимо предусмотреть наличие отсечных вентилей. После фильтра устанавливается циркуляционный насос (одинарный или сдвоенный). Он необходим для обеспечения постоянной циркуляции холодоносителя в гидравлическом контуре системы кондиционирования воздуха «чилллер-фанкойл». В обход испарителя монтируется обводная линия (бай-пас) с запорным вентилем. Эта линия нужна для промывки внешнего гидравлического контура без чиллера. Входящий и отводящий трубопроводы оборудуются термометра¬ми и манометрами для контроля параметров холодоносителя во внешнем контуре.
Подводящие и отводящие трубопроводы должны быть испытаны на герметичность.
Принципиальная схема обвязки чиллера.
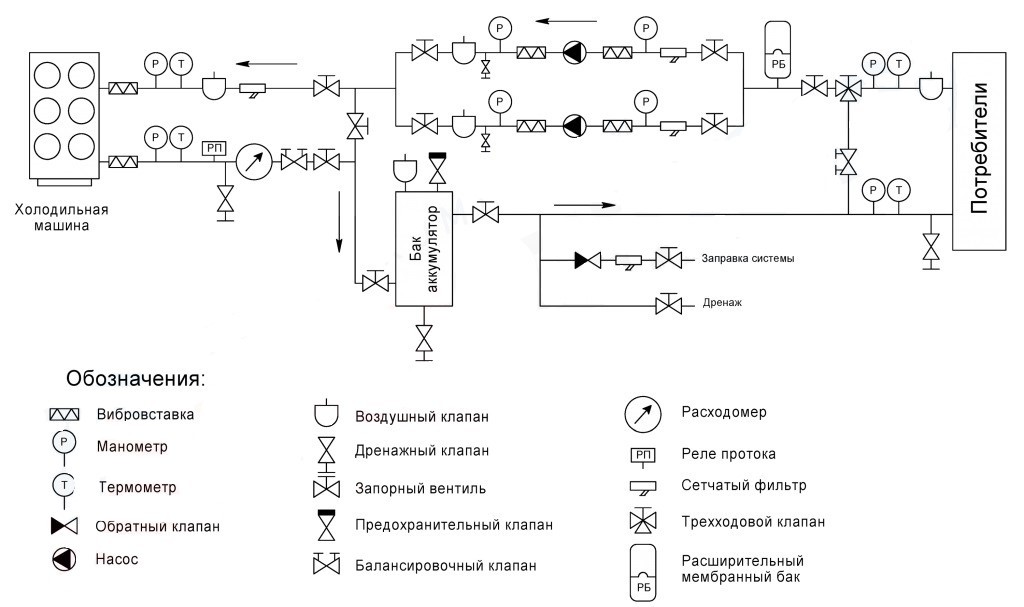
Представленная выше схема носит общий (рекомендательный) характер и состоит из устройств и компонентов необходимых для долговременной безаварийной работы холодильной машины (чиллера). Допускается использование более простых схем обвязки за счет исключения отдельных регулирующих и запорных элементов, но рекомендуется придерживаться базового принципа и последовательности расположения элементов. Наиболее дорогостоящим компонентом холодильной системы является – чиллер. Связь чиллера с потребителями обеспечивается за счет циркуляции теплоносителя (вода или водо-гликолевые смеси) через испаритель. Испаритель представляет собой промежуточный теплообменник пластинчатого или кожухотрубного типа, состоящий обычно из двух и более контуров: хладонового – со стороны холодильной машины и жидкостного – со стороны потребителей.




